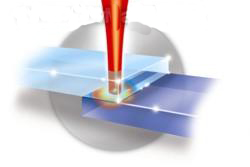
Laser Plastic welding process principle
Laser welding of polymeric materials is a transmissive welding process. Because many thermoplastic polymers have good optical penetration for visible light and near-infrared light, the laser can pass through the upper layer material to the soldering surface, and the underlying material contains a colorant that absorbs laser light, which absorbs the laser light. Thereby melting the underlying material by heat. Since the upper and lower layers of the material have good thermal conductivity and the contact is very tight, the heat generated by the lower layer can be transferred to the upper layer and melted, thus bonding the two components together.
There are many ways to laser pass-through welding. The two most common ones are the profile welding method and the scanning welding method. The main difference between the two methods is the way in which the energy is concentrated on the welding material. Because of the advantages of both, different applications require the selection of a suitable welding method.
Contour welding
Contour welding refers to the welding of the parts to be welded and the relative movement of the laser beam according to the established route. The relative movement is completed by the rotating shaft, the linear axis or the robot, and the welding materials are sequentially fused to complete the welding as the path advances. In this way of welding, the weld width ranges from a few tenths of a to a few millimeters, depending on the laser mode and focusing system.
This process is flexible and allows for complex, three-dimensional contour welding. The size of the welded part is limited only by the fixture used to fix the welded part, so that the welding of large parts can be achieved. A disadvantage of this type of welding is that the expansion deformation due to local melting of the polymer causes dimensional deviation of the welded parts.
Contour welding is mainly applied to the rotational welding of a symmetrical seam or to the welding of large parts with splashes and residues.
Scanning welding
The welding method of electron microscopy combines contour welding and synchronous welding. The scanned laser beam is moved faster along the weld seam than the contour weld. In this way, the entire weld can be heated and melted at the same time, so that the weld is heated more evenly, and the geometrical error of the welded workpiece can be compensated. In addition, this type of welding produces less spatter.
The cycle time of this process is much shorter than that of profile welding. Due to the limitation of the scanning range of the electron microscope, the size of the part cannot exceed 230x230mm, but the welding of larger parts can be realized by using multiple electron mirrors. Scanning welding is not possible for complex three-dimensional welding. It is suitable for welding with short welding times, welding of small parts or welding to monitor welding trajectories for quality control.
Scanning soldering is ideal for soldering sensor electronics in automobiles. 100mm length welding can be completed in 3 seconds with the LaserQuipment® welding system. All laser guards and welding monitors are integrated into this welding system and are equipped with a dedicated set of fixtures.
Synchronous welding
Synchronous welding means that the weld is heated by one or more laser beams at the same time. This method does not have a weld length limitation, and the weld seam may not be in a plane as long as the pressure of the clamp can be evenly distributed along the entire weld seam.
Synchronous welding can do a good job of welding on the same plane, but if it is a spherical curve welding, additional beam shaping components need to be added. By adjusting and controlling this discrete optical component, the laser energy can be made over the entire length of the weld. Evenly distributed.
Synchronous welding is suitable for applications with large production or short welding times.
Composite light welding
Hybrid light welding is a new technology developed by LPKF. The laser welding system using this technology is cost-effective and requires no fixtures to overcome the dimensional deviations encountered in welding large, three-dimensional workpieces. This technology uses a mixture of laser light and infrared light from a conventional halogen lamp. Experiments have shown that the use of double light can improve welding speed and weld dimensional accuracy.
Hybrid light welding technology is not only used in the production of automotive parts (headlights, taillights and engine plastic parts, etc.), but also in the production of daily necessities and medical supplies.
Nantong Boxin Electronic Technology Co., Ltd. , https://www.bosencontrols.com